手机:13833768111 微信同步
电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com
电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com

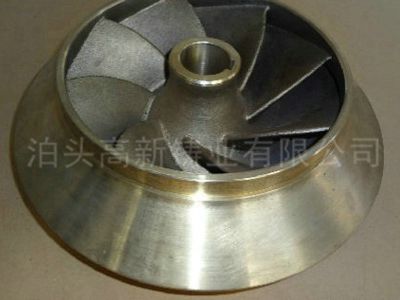
精密铸钢件气泡问题预防和缩松缺陷解决
作者:草莓视频APP深夜释放自己铸业 日期:2017-05-20
内容摘要:铸钢件已经很是常见了,很多用户在铸造的过程中会出现气泡的情况。
铸钢件已经很是常见了,很多用户在铸造的过程中会出现气泡的情况。
气孔属于常见的铸造件缺陷之一,气孔是指铸件个别位置出现光滑孔眼缺陷。气孔通常在机加工之后才能被发现。晏子铸造技术人员结合车间生产经验,对铸造中出现气孔的原因及预防方法总结如下:
一、形成原因:
1.因为制壳工艺或壳型材料原因,型壳透气性太差,型腔中气体难以排出,进入金属液中形成气孔;
2.大多数情况下出现气孔主要是因为铸造型壳焙烧不充分,浇注钢水时型壳瞬间产生大量气体无法顺利排出,进而侵入金属液中形成气孔;
3.浇注时卷入钢水中的空气未能排出从而造成的铸件气孔。
二、预防方法:
1.脱蜡时应将蜡料排除。
2.在设计浇注系统时,要充分考虑到型壳排气需求。
3.型壳焙烧温度、时间要合理,保温时间也要充足。
4.适当降低浇包嘴到浇口杯距离,浇注速度要均匀,以钢水平稳充满型腔,尽可能少的卷入钢水中空气,以便型腔中及钢水中气体能顺利排出。
5.在铸造件条件允许的情况下,在结构复杂的铸件 高处设置排气孔。
解决铸件缩松缺陷的方法
1、改变铸件内浇道的位置。
2、合理的工艺设计。内浇道内浇道设在铸件相对溥壁处,数时多且分散。使 早进入厚壁处的金属液凝固,薄壁处后凝固,使各处基本达到均衡凝固。对于壁厚均匀的机床铸件,采用多个内浇道和出气孔。内浇道多,分散与均布,使整体热量均衡。出气孔细且多,即排气通畅又起散热作用。
3、在不锈钢铸件结构形成的厚处与热节处,实行凝固,人为地造成铸件各处温度场的基本平衡。采用内外冷铁,局部采用蓄热量大的锆英砂,铬铁矿砂或特种涂料。